
低成本自动化是企业精益化必须要开展的一项工作,是自働化的具体应用。请大家思考几个问题:
1、LCI***是企业内部开展还是委外第三方低成本自动化公司实施?
2、LCI***改善,是以替代增值作业还是哪里可以采用,哪里就实施,以机会导向?是否有一定科学的步骤,持续实践?
3、LCI***是阶段性开展还是设立专项组织长期开展?
想明白以上3个问题,则理解低成本自动化的本质。


接下来分享改善机会识别和工位的设计原则。
1、工位低成本自动化改善机会识别?
|
人- 作业领域 |
机-设备工具领域 |
料- 物流领域 |
法- 操作领域 |
环-环境领域 |
测- 品质领域 |
管- 现场管理领域 |
||
|
设备领域 |
治具领域 |
安全领域 |
环境5S领域 |
|||||
|
是否劳累(幅度、弯腰、转身) |
是否小型化 |
是否近手化 |
物料是否近手化 |
操作是否遵守标准作业 |
是否安全隐患 |
是否节能环保 |
是否返修多 |
是否可视化 |
|
是否有规律 |
是否自动加紧 |
是否轻巧 |
是否跨工位搬运 |
操作是否符合动作经济原则 |
是否机械防护 |
是否脏污 |
是否防呆 |
是否看板管理 |
|
是否需要注意力 |
是否自动弹出 |
是否合并 |
是否精准取放 |
标准作业是否科学 |
是否空间合理 |
是否有等级对错 |
是否低成本 |
|
|
是否判断 |
是否落地生根 |
是否好用 |
是否翻转 |
是否整齐 |
是否漏装 |
是否数据化 |
||
|
是否行走 |
是否方便操作 |
是否柔性 |
是否存放 |
能源是否二次利用 |
是否错装 |
|||
|
是否寻找 |
是否智能 |
是否有序 |
||||||
|
是否等待 |
是否自动弹出 |
是否空间浪费 |
||||||
|
是否装配困难 |
是否摆放整齐,先进先出 |
|||||||
|
是否简单重复 |
||||||||
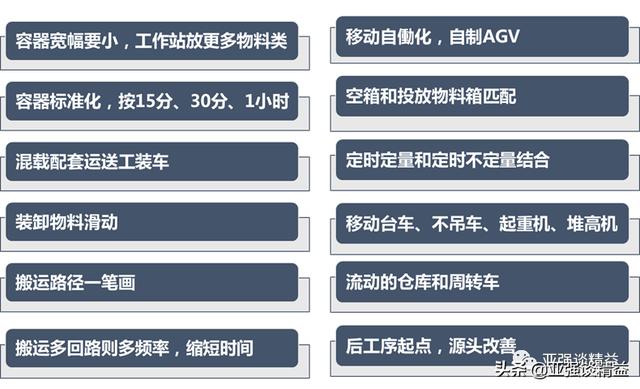
1、工位低成本自动化设计原则
组装作业工作站设计12原则

机加工作业工作站设计12原则

物流作业工作站设计12原则
............试读结束............
查阅全文加微信:3231169 如来写作网:gw.rulaixiezuo.com(可搜索其他更多资料) 本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。如若转载,请注明出处:https://www.qingsongxiezuo.com/8446.html
